















نزوىما هو نطاق التسامح للمسامير الدقيقة؟
ما هو نطاق التسامح للمسامير الدقيقة؟
خدمة الخط الساخن
0760-8787 8587لدينا أكثر من عشر سنوات من الخبرة في إنتاج صناعة اللولب ، والمنتجات الرئيسية هي: مسامير مسمار متساوية الطول ، غسالات أكواب دائرية ، برغي عين السمكة بحلقة الرفع مع ثقوب ، إنتاج Yueluo للصواميل غير القياسية ، صواميل غطاء من النايلون ، مسامير Q440 ، مسامير ملولبة ذات نوابض مسطحة ، مسامير ملولبة ، مسامير نصف أسنان ممتدة ، غسالات مسننة ، مسننة من جانب واحد مدبب ، 12.9 براغي سداسية خارجية ، براغي أسنان صغيرة ، لوحات دوائر PCB ، صواميل معدنية سداسية ذاتية القفل ومثبتات أخرى ، بسبب مواصفات مختلفة من مادة المنتج وأسعار مختلفة ، يرجى الاتصال بنا إذا لزم الأمر.
لولب ، بعض الناس يسمونه نزوىبرغي [نزوىبرغي] (لولب) ، لولب (قضيب لولبي). في الواقع ، المسمار هو مصطلح عام ، والمسمار وقضيب اللولب مختلفان عن بعضهما البعض. تسمى نزوىالبراغي عمومًا براغي خشبية لربط الأجزاء الخشبية والبلاستيكية. القضيب اللولبي عبارة عن نزوىبرغي آلة (نزوىبرغي آلة) ، وهو نوع الرأس المسطح في الطرف الأمامي. الملعب صغير وموحد. يستخدم بشكل عام لربط الأجزاء المعدنية والآلية. مع تطور المجتمع ، تتنوع مواد صنع نزوىالبراغي أيضًا ، وأصبحت وظائف نزوىالبراغي أكثر تنوعًا.

عادة ، يعتمد تشكيل رأس النزوىبرغي على معالجة بلاستيكية على البارد. بالمقارنة مع عملية القطع ، فإن الألياف المعدنية (السلك المعدني) مستمرة على طول شكل المنتج ، ولا يوجد قطع في المنتصف ، وبالتالي تحسين قوة المنتج ، وخاصة الخواص الميكانيكية. تشمل عملية التشكيل بالرأس على البارد القطع والتشكيل ، والنقرة الواحدة بمحطة واحدة ، والنقر المزدوج على البارد ، والعنوان البارد الأوتوماتيكي متعدد المحطات. تقوم آلة التشكيل على البارد الأوتوماتيكية بعمليات متعددة المحطات مثل الختم ، والتزوير الرأسي ، والبثق ، وتقليل القطر في العديد من قوالب التشكيل. يتم تحديد خصائص معالجة الفراغ الأصلي الذي تستخدمه آلة التبريد الأوتوماتيكية ذات المحطة الواحدة أو متعددة المحطات حسب حجم الشريط بطول 5-6 أمتار أو قضيب السلك بوزن 1900-2000 كجم ، وذلك هي خصائص تكنولوجيا المعالجة. النقطة المهمة هي أن العنوان البارد لا يستخدم الفراغات المفردة المقطوعة مسبقًا ، ولكنه يستخدم آلة العنوان البارد الأوتوماتيكية نفسها لقطع وتقليب (إذا لزم الأمر) الفراغات من القضبان وقضبان الأسلاك. قبل بثق التجويف ، يجب تشكيل الفراغ. يمكن الحصول على الفراغ الذي يلبي المتطلبات التكنولوجية عن طريق التشكيل. قبل إزعاج البثق وتقليله وإيجابيته ، لا يحتاج الفراغ إلى التشكيل. بعد قطع الفراغ ، يتم إرساله إلى محطة الإزعاج والتشكيل. يمكن لهذه المحطة تحسين جودة الفراغ ، وتقليل قوة التشكيل للمحطة التالية بنسبة 15-17٪ ، وإطالة عمر القالب ، ويمكن تصنيع نزوىالبراغي بتخفيضات متعددة القطر. ترتبط الدقة التي يمكن تحقيقها من خلال العنوان البارد أيضًا باختيار طريقة التشكيل والإجراء المستخدم. بالإضافة إلى ذلك ، فإنه يعتمد أيضًا على الخصائص الهيكلية للمعدات المستخدمة ، وخصائص العملية وحالتها ، ودقة الأداة والقول ، والعمر ، ودرجة التآكل. بالنسبة للفولاذ عالي السبائك المستخدم في التشكيل والبثق على البارد ، يجب ألا تكون خشونة سطح العمل لقالب الكربيد الأسمنتي أكبر من Ra = 0.2um. عندما تصل خشونة سطح العمل لهذا النوع من القوالب إلى Ra = 0.025-0.050um ، يكون لها أعلى عمر.


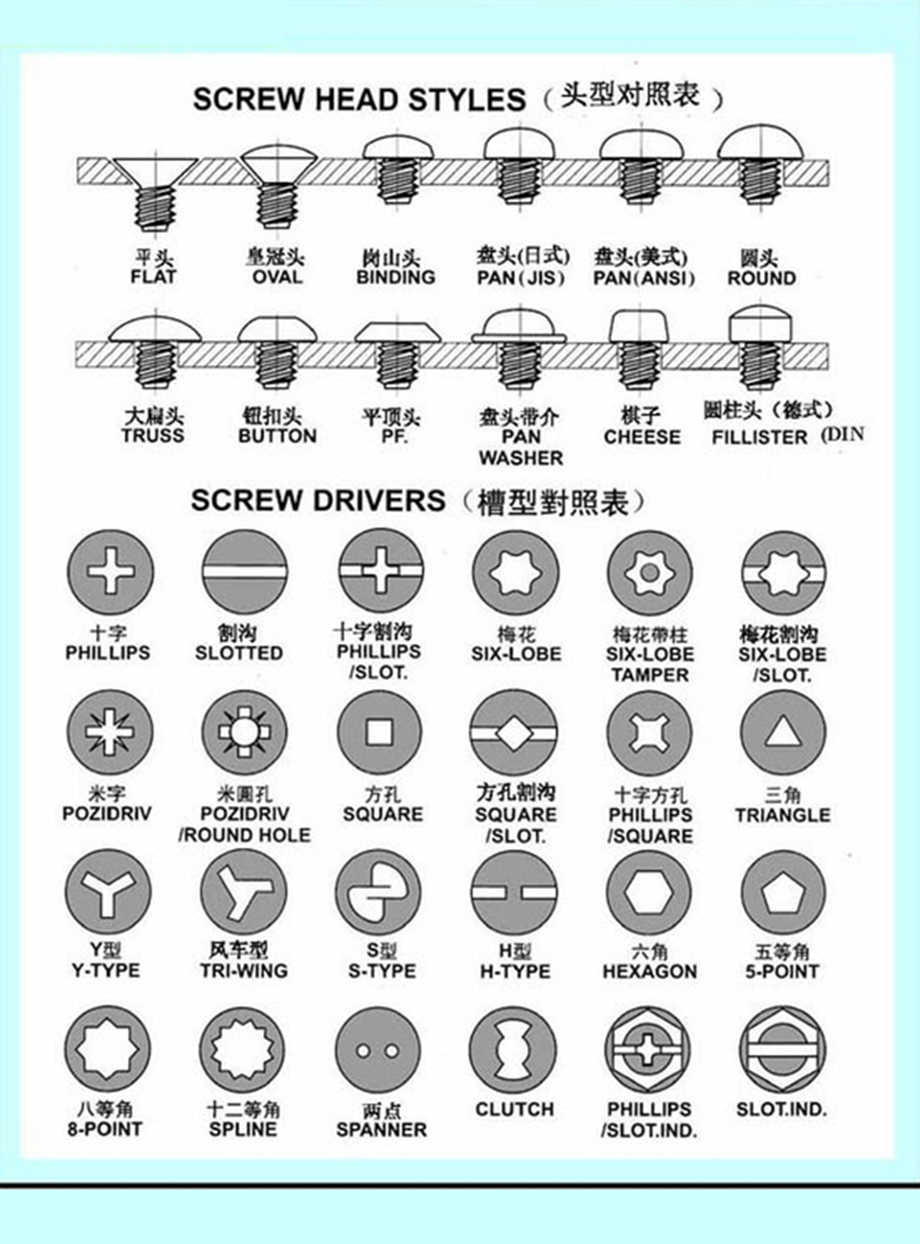
بث اسم النزوىبرغي 1. نزوىبرغي الآلة 2. نزوىبرغي التنصت الذاتي 3. نزوىبرغي الحفر 4. نزوىبرغي لوح الحائط 5. نزوىبرغي اللوح الليفي 6. نزوىنزوىبرغي خشبي 7. نزوىنزوىبرغي خشبي سداسي 8. نزوىبرغي غير متدلي 9. نزوىبرغي مركب 10. نزوىنزوىنزوىبرغي صغير 11. براغي الأثاث 12. براغي إلكترونية

نظرًا لوجود أخطاء في التصنيع والتركيب ، فإن رأس المصباح وجزء التوصيل الخاص به من المصباح بدون ظل سوف ينجرفان ، ولا يمكن وضعهما في أي موضع. لذلك ، في المصباح بدون ظل ، يتم توفير قوة التخميد عادة بواسطة نزوىبرغي التخميد لتحقيق موضع غطاء المصباح وجزء التوصيل الخاص به. يجب أن يكون نزوىبرغي التخميد قادرًا على توفير قوة تخميد مناسبة. يجب ألا تكون قوة التخميد صغيرة جدًا لتلبية متطلبات تحديد المواقع ؛ في الوقت نفسه ، يجب ألا تكون قوة التخميد كبيرة جدًا بحيث يشعر المستخدم بالراحة عند تحريك رأس المصباح والأجزاء المتصلة به. بالإضافة إلى ذلك ، في نطاق الحياة الطبيعية ، بعد ارتداء نزوىبرغي التخميد ، يجب أن يكون قادرًا أيضًا على توفير قوة تخميد كافية لتلبية موضع غطاء المصباح وجزء التوصيل الخاص به. يتم شد نزوىبرغي التخميد بواسطة الخيط ، وتشوه زنبرك قرص الضغط العلوي ، ويضغط زنبرك القرص على نهاية الاحتكاك لتوليد قوة احتكاك ، وبالتالي توفير قوة تخميد فعالة ودائمة. يمكن تحقيق قوة التخميد عن طريق تعديل إحكام اللولب. بالنسبة لنهايات الاحتكاك ، هناك متطلبات معينة لمقاومة التآكل ، وتزييت ذاتي معين ، وقوة وصلابة وصلابة معينة. في الوقت الحاضر ، تشتمل مواد الاحتكاك النهائية في الصناعة بشكل أساسي على معادن مثل النحاس الأصفر والبرونز القصدير ؛ غير المعادن مثل النايلون والبوم. في الوقت الحاضر ، فإن العيب الرئيسي لنهاية الاحتكاك لنزوىبرغي التخميد هو أنه من السهل إنتاج ضوضاء غير طبيعية أثناء عملية الاحتكاك للمواد المعدنية. بالنسبة للمواد غير المعدنية ، من السهل حدوث التشوه والقوة غير كافية.

يتم تحميل المحتوى أعلاه بواسطة Yueluo أو الإنترنت. إذا كانت هناك أي مشكلة متعلقة بحقوق النشر ، فيرجى الاتصال بـ [email protected].

ما هو نطاق التسامح للمسامير الدقيقة؟

كيفية اختيار الشركة المصنعة المناسبة لبرغي الفولاذ المقاوم ل...

لماذا توجد زاوية R تحت رأس المسمار السداسي الرأس؟

لدينا أكثر من عشر سنوات من الخبرة في إنتاج صناعة المسمار ، و...

لدينا أكثر من عشر سنوات من الخبرة في الإنتاج في صناعة اللولب...

لدينا أكثر من عشر سنوات من الخبرة في إنتاج صناعة المسمار ، و...

لدينا أكثر من عشر سنوات من الخبرة في الإنتاج في صناعة المسما...

0760-8787 8587

132 6870 6820

موقع الجوال

0760-22181790

